
-
Characteristics Material Properties
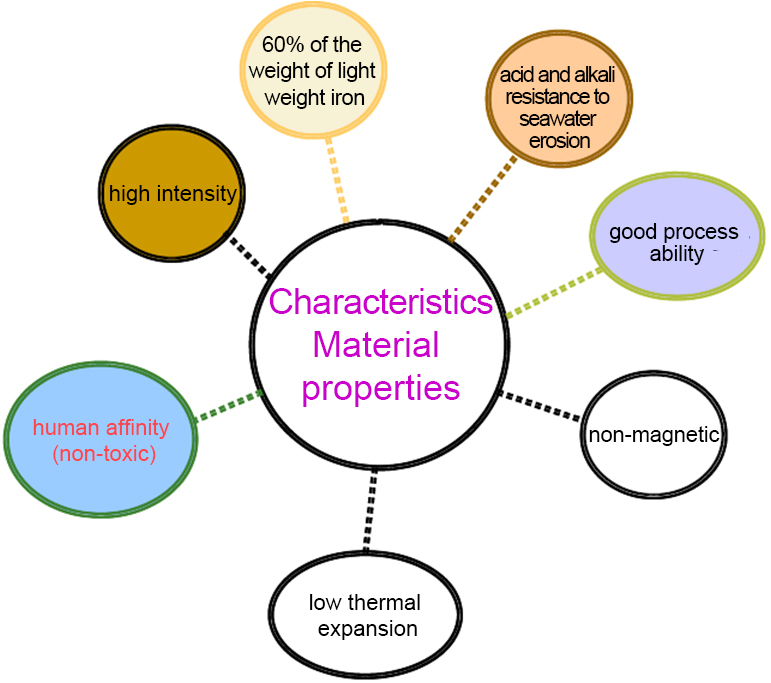
Characteristics Classification
The titanium alloy has good chemical stability and creep resistance capability. So it’s often used as a variety of biomedical implant materials. It is an important medical application material. Titanium can be divided into four categories: pure titanium, α alloys , α + β alloys and β alloys.
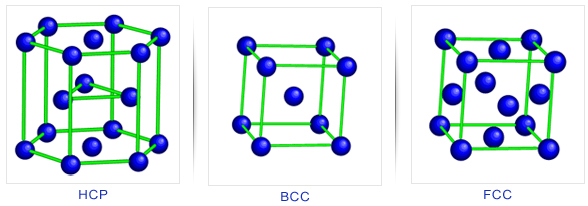
Titanium shows lattice structure (α phase) for the HCP(Hexagonal Close-Packed) at room temperature. At about 885 ℃ it metamorphosis into a body-centered cubic BCC (Body-Centered Cubic) structure (β phase ) . This temperature is called β transformation point. Adding different alloying elements titanium and different amounts will change the point position of β transformation, resulting in the emergence α + β two-phase region.
According to their impact on the phase transition temperature, alloying elements can be divided into three categories.
Stable α phase, the element that increases the phase transition temperature is α stabilizing element, including aluminum, carbon, oxygen, nitrogen, etc. Where in the aluminum is the main alloy element. It has marked effect on improving its normal high temperature strength of the alloy, reducing the proportion and increasing elasticity modulus.Stable β phase, the element that lowers the phase transition temperature is β stabilizing element. It can be divided into two kinds: the same crystal type and eutectoid type. The former type includes molybdenum, niobium, vanadium, etc. and the later type includes chromium, manganese, copper, iron , silicon, etc.
The element that brings little effect on the phase transition temperature is neutral element, includes zirconium, tin, and so on.
Typeα:has a good heat resistance and thermal stability, good weldability, good performance at room, ultra-low and high temperature, but can’t be strengthened by heat treatment.Commonly it is used in the manufacture of jet engine turbine disks and blades.Type β:high strength at room temperature, strong cold and cold forming abilities, It has high strength even without any heat treatment. The alloy will be further strengthened after quenching and aging. The strength of room temperature can be up to 1372 ~ 1666MPa. But it should not be used at high temperature due to its poor thermal stability.
Type α + β: stable organization, toughness, and the ductility at high temperature could arise with the properties with the increase of β -phase stabilizing elements and it has better workability of heat stress. The alloy can be strengthened after hardening. The strength after heat treatment increases about 50% to 100% comparing to the annealed state. It has high strength at high temperature of 400 ~ 500 ° C. The thermal stability is inferior to α titanium alloy. The Ti-6Al-4V titanium alloy is the largest used amount in α + β titanium alloys.
-
Cutting features of titanium alloyMachining characteristics of titanium alloy 1/2
Physical and chemical properties of titanium alloy have brought following difficulties to the cutting:
it has poor thermal conductivity of titanium and is a metal material of poor heat conductor. Since the temperature coefficient of thermal and conductivity is small, so the high heat generated during processing can’t be effectively spread. While shorter contact length of the tool cutting edge and chips, a lot of the heat accumulates on the cutting edge. A sharp rise in temperature causes the red blade hard drop, edge softening and tool wear accelerating.
The affinity of titanium is large.Sticking a knife in the machining of titanium alloy is serious. This increases the friction between cutter body and the workpiece. The friction leads to a lot of heat and reduces the life of the tool.
It has high chemical activity. In the process, as the chipping temperature increases, it easily reacts with air O, N, CO, CO2, H2O, etc. and the content of gap elements O, N increases. The surface oxidation of the workpiece becomes hardened and difficult to be processed. This increases the exposed tool cutting force per unit area. The tip stress becomes larger and the friction intensified between the rake & flank face and the workpiece. The friction leads to the rapid wear of blade or chipping.Good corrosion resistance. n the temperature under 550℃, the alloy surface is easy to form a dense oxide film and it is uneasy to be further oxidation of the atmosphere, water and some acid , alkali medium. It has a higher resistance to corrosion. However, when the temperature is more than 600℃, hard oxide layer will be formed on the surface of the tool and has a strong abrasive action to the tool.
-
Titanium cutting toolTitanium machining tools
The selection of the tool material has a great influence for titanium machining. The ideal material of tool for titanium alloys must also have high hot hardness,good toughness, wear resistance, high thermal conductivityand low chemical activity. The tool should also have good impact resistance in the milling.。
Today the main materials of tool for machining titanium alloy in actual production are: carbide, polycrystalline diamond sintered body (PCD), polycrystalline cubic boron nitride (PCBN) and the like. After the production of the actual verification, carbideandPCDare considered ideal tool machining materials for titanium alloy.
-
Discussion of processing parametersApplying Taguchi Methods to analyze the surface roughness and the parameter optimization of cutting titanium alloy.
Mechanical Engineering group, serving special classes of Materials and Manufacturing Engineering Master, Feng Chia University - Liao Yongfu.
SummaryThe surface roughness is one of the most important factors for the quality assessment of processes. This article is for the cutting of titanium alloy (Ti-6Al-4V ELI), performance indicators of setting the surface roughness, using Taguchi methods to meet the quality characteristics of the project to experiment planning and analysis. Among them, the main factors of cutting parameters contain spindle speed, feed rate, and depth of cut. By making experiments and planning with orthogonal table, to determine the importance of the relevant factors and standards, and seek the best combination of cutting parameters.
ConclusionThe importance of factors is sorted as: the feed rate for each blade > radial depth of cut > axial depth of cut > cutting speed.
The best conditions are prior to the original process parameters. The difference in the proportion of material removal rates can be up to 337.7%. This proves that the best conditions are more efficient to remove materials than the original process parameters. Then the processing time can be shortened. The cutting costs are reduced and the tool life is extended.
Download PDF
-
The machining principles of titaniumThe main machining principles of titanium 1/2
Cutting speed:cutting speed is an important factor affecting the temperature of the blade. Excessive cutting speed can cause the overheating of blade, blade bonding and serious diffusion wear. This shortens tool life and will make the titanium surface layer to crack or oxidize, affecting its mechanical properties. Thus, under the condition of a greater tool life, selecting the appropriate cutting speeds to reduce costs and assure the processing quality.
Infeed depth of cut and cutter feeding amount:the cutter feeding amount takes little impact on the temperature change, so reducing the cutting speed to increase the cutter feeding amount is a reasonable cutting mode. If the oxide layer and the subcutaneous layer of the pores are as large and deep to be cut directly into the metal layer which is not oxidized the base, the tool life can be extended.
The main machining principles of titanium 2/2Cutting tool: Do not stop the cutting feeding actions during the cutting process, otherwise it will cause hardening or produce sintered seizing and then damage the tool. When drilling, by shortening the drill length, increasing the thickness of core boring and the amount of inverted cones, the drill durability can be increased several times.
The clamping force of clamps:The elastic modulus of titanium is small, the big deformation of the workpiece clamped in the processing of deformation and stress will reduce the machining accuracy of the workpiece. The clamping force should not be too large when making the workpiece installation and it is fine to increase the auxiliary support when necessary.
Cutting fluid:sufficient cutting fluid for lubrication cooling can take away heat on the blade and flush the chips away to reduce the bonding surface of the chip and tool. This improves efficiency, reduces costs and extends tool life.
![]() [ Invoice address] No.1-19, Lane 117, Sec. 1, Chang Nan Rd., Changhua City, Changhua County 500, Taiwan (R.O.C.) │ TEL:04-7322546 │ FAX:04-7368928
[ Invoice address] No.1-19, Lane 117, Sec. 1, Chang Nan Rd., Changhua City, Changhua County 500, Taiwan (R.O.C.) │ TEL:04-7322546 │ FAX:04-7368928
![]() [Factory Address ] No.120, Ln. 146, Sec. 2, Jiadong Rd., Changhua City, Changhua County 500, Taiwan (R.O.C.)│ TEL:04-7369397 │ FAX:04-7368928
[Factory Address ] No.120, Ln. 146, Sec. 2, Jiadong Rd., Changhua City, Changhua County 500, Taiwan (R.O.C.)│ TEL:04-7369397 │ FAX:04-7368928
Copyright© Great Stream metal industrial CO,LTD. by Tongx